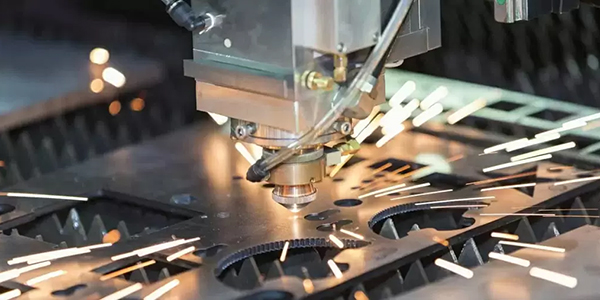
हाई स्पीड लेजर कटिंग
हम लेजर कटिंग और प्रक्रिया पहनने प्रतिरोधी, कवच और उच्च शक्ति कम मिश्र धातु सामग्री में विशेषज्ञ हैं। हार्डॉक्स (अधिकांश गेज एक्स-स्टॉक रखे गए), वेल्डॉक्स, अब्राज़ो, आर्मॉक्स, और इनवर और एब्रो जैसे ग्रेड सभी को 25 मिमी मोटाई तक संसाधित किया जा सकता है।
हम इन सामग्रियों का सीमित स्टॉक रखते हैं ताकि जल्दी से जल्दी काम पूरा हो सके। हम डोमेक्स और हार्डॉक्स सामग्री की एक श्रृंखला स्टॉक में रखते हैं और इन सामग्रियों को नियमित रूप से संसाधित करते हैं।
कृपया अधिक जानकारी और वर्तमान स्टॉक उपलब्धता के लिए कॉल करें।
वॉटरजेट कटिंग
हमारा वॉटरजेट कटिंग सिस्टम 50,000 psi पर पानी और एक अपघर्षक गार्नेट का उपयोग करके लगभग किसी भी सामग्री को काटता है, जिसमें टाइटेनियम भी शामिल है! इंटेंसिफायर पंप 150 हॉर्स पावर प्रदान करते हैं, जिससे मोटी सामग्री पर भी बेहतर प्रदर्शन होता है। वॉटरजेट के कुछ फायदों में शामिल हैं: बेहतर आकार काटने की क्षमता। ऐसी सामग्री को काटता है जो अन्य तरीके नहीं काट सकते, जैसे फोम रबर, सिरेमिक टाइल, संगमरमर और कांच। कई तरह की सामग्रियों को आसानी से संभालता है। ± 0.005" पोजिशनिंग सटीकता। प्रीड्रिलिंग एंट्री होल को खत्म करता है। अन्य तरीकों की तुलना में कम श्रम गहन। बेहद मोटी सामग्री को काट सकता है (हमने 8" मोटा तांबा काटा है!)।

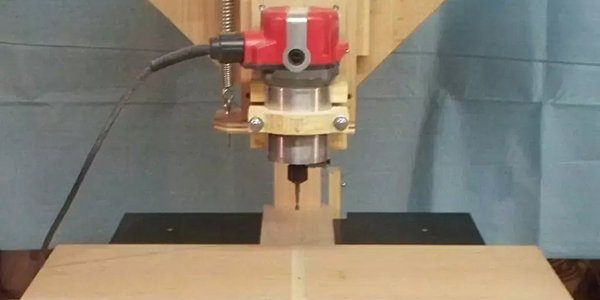
वर्टिकल राउटर
प्रति मिनट 3,150 इंच तक की कटाई।
• एल्युमीनियम, एसएस, सीएस और मिश्र धातु इस्पात को संसाधित करने का सबसे तेज़ तरीका।
72" x 144" टेबल, 84" x 140" कार्य लिफाफा और 15" z-अक्ष यात्रा के साथ।
• 6' x 12' तक की मोटी सामग्री और भागों को मशीन कर सकते हैं।
मशीन में उपयोग में आने वाली कठिन सामग्रियों के लिए बाढ़ शीतलक प्रणाली
• उच्च गति और फ़ीड दर की अनुमति देता है, उपकरण जीवन को बढ़ाता है, भाग की लागत को कम करता है।
• स्टेनलेस स्टील और टाइटेनियम की मशीनिंग करने में सक्षम।
20-हॉर्सपावर, एचएसके 63ए लिक्विड-कूल्ड स्पिंडल जिसमें टूल-थ्रू कूलिंग और एकीकृत डायनेमिक टूल चेंजर है।
• उन्नत टूलींग होल्डिंग प्रणाली।
• उपकरण के माध्यम से शीतलन का अर्थ है गहरी ड्रिलिंग का तीव्र संचालन।
• 12 टूल स्टेशन लगभग किसी भी कार्य को बिना पुनः टूलिंग के मशीनिंग करने की अनुमति देते हैं।
40 अश्वशक्ति उच्च प्रवाह वैक्यूम पंप.
• बहुत अधिक वैक्यूम मोटी प्लेटों या कई छोटे भागों को अपने स्थान पर बनाए रखने में मदद करता है।
± 0.0004" (0.01 मिमी) एकदिशीय पुनरावृत्ति और ± .0025" वृत्ताकारता।
• अत्यधिक सटीक तैयार भाग।
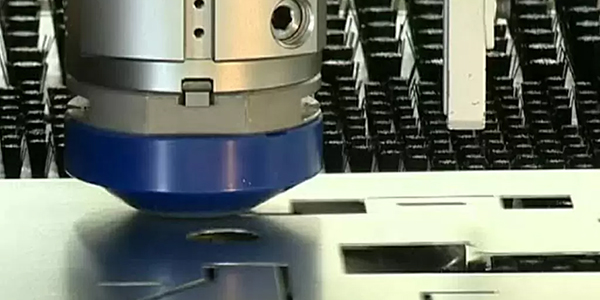
हाई डेफ़िनेशन प्लाज़्मा कटिंग
प्लाज्मा कटिंग को लंबे समय से ऑक्सी-फ्यूल और लेजर प्रोफाइलिंग के कम लागत वाले विकल्प के रूप में देखा जाता रहा है, जहां कट एंगल कोई मुद्दा नहीं था। उच्च परिशुद्धता/उच्च परिभाषा प्लाज्मा प्रक्रिया में हाल के विकास ने प्लाज्मा कटिंग की गुणवत्ता और क्षमताओं में काफी सुधार किया है, जिससे यह पहले से कहीं अधिक बहुमुखी और सटीक विकल्प बन गया है।

आवेदन उपयुक्तता
प्लाज्मा कटिंग विभिन्न सामग्रियों, विशेषकर हल्के स्टील और स्टेनलेस स्टील के लिए उपयुक्त है, जो उत्कृष्ट किनारा फिनिश प्रदान करती है।
नियंत्रण प्रणालियों में सुधार का अर्थ अब यह है कि मृदु इस्पात में 1 मिमी से 50 मिमी तक की मोटाई और सामग्रियों के लिए इष्टतम काटने का प्रदर्शन प्राप्त किया जा सकता है (प्लाज्मा इकाई की शक्ति पर निर्भर)।
विभिन्न प्रकार की सामग्रियों और मोटाई को काटने से जुड़े पैरामीटर जैसे कि काटने की गति, गैस के प्रकार और गैस के दबाव को अब उपकरण द्वारा स्वचालित रूप से नियंत्रित किया जा सकता है, जिससे लगातार उच्च गुणवत्ता वाली कट सुनिश्चित होती है। उपयोगकर्ताओं के पास अब अन्य कटिंग प्रक्रियाओं के लिए वास्तव में लागत प्रभावी विकल्प है।
सीएनसी पंच
सीएनसी पंचिंग शीट मेटल का काम सीएनसी पंच टूल्स और सीएनसी पंच प्रेस के साथ किया जाता है। कंप्यूटर संख्यात्मक रूप से नियंत्रित (सीएनसी) पंचिंग एक विनिर्माण प्रक्रिया है जो सीएनसी पंच प्रेस द्वारा की जाती है। ये मशीनें या तो सिंगल हेड और टूल रेल (ट्रम्पफ) डिज़ाइन या मल्टी-टूल बुर्ज डिज़ाइन हो सकती हैं। मशीन को मूल रूप से धातु की शीट को x और y दिशा में ले जाने के लिए प्रोग्राम किया जाता है ताकि मशीन के पंचिंग रैम के नीचे शीट को सही ढंग से रखा जा सके और छेद करने के लिए तैयार किया जा सके।
अधिकांश CNC पंच प्रेस के लिए प्रसंस्करण रेंज स्टील, ज़िंटेक, गैल्व, स्टेनलेस स्टील और एल्युमीनियम सहित कई सामग्रियों में 0.5 मिमी से 6.0 मिमी मोटी है। छिद्रित छेद का विकल्प एक सर्कल या आयत जितना सरल हो सकता है, जो किसी विशिष्ट कट आउट डिज़ाइन के अनुरूप विशेष आकृतियों के माध्यम से हो सकता है। एकल हिट और ओवरलैपिंग ज्यामिति के संयोजन का उपयोग करके, जटिल शीट मेटल घटक आकृतियों का उत्पादन किया जा सकता है। मशीन शीट के दोनों ओर डिम्पल, टैपटाइट® स्क्रू थ्रेड प्लंज और इलेक्ट्रिकल नॉकआउट आदि जैसे 3D फॉर्म भी पंच कर सकती है, जिन्हें अक्सर शीट मेटल एनक्लोजर डिज़ाइन में नियोजित किया जाता है। कुछ आधुनिक मशीनों में थ्रेड टैप करने, छोटे टैब को मोड़ने, बिना किसी टूल विटनेस मार्क के कतरनी किनारों को पंच करने की क्षमता हो सकती है, जिससे मशीन घटक चक्र समय के भीतर बहुत उत्पादक बन जाती है। वांछित घटक ज्यामिति बनाने के लिए मशीन को चलाने के निर्देश को CNC प्रोग्राम के रूप में जाना जाता है।